
- 19
- Aug
感應熔煉爐PLC運行狀態監測系統原理
PLC運行狀態監測系統原理 感應熔煉爐
感應熔煉爐PLC運行狀態監控系統結合10寸顯示屏,具有可控可調、自動顯示、自動記憶等功能。
1、感應熔煉爐PLC外控台配有直流電壓表、直流電流表、中頻電壓表、中頻表、中頻功率表、溫度顯示儀表等,所有設備參數均可直觀顯示。 西門子10寸觸摸屏可輕鬆設置烘箱或熔煉工藝,並可實時顯示熔煉溫度和設備功率等參數曲線。 控制台設計有控制電源開關、中頻手動和自動開關、急停按鈕、電源指示燈、中頻指示燈和故障指示燈警示燈。
2、中頻電源控制板設計有溫度閉環控制接口。 溫控儀表選用日本島電SR3帶PID調節儀表。 遠紅外光纖溫度計選用德國Optris CT系列銅質專用溫度計,測量溫度-40 -900℃。 首先,在溫控儀或PLC觸摸屏上設置加熱溫度和退火速度。 接通電源後,溫度計實時測量加熱溫度並反饋給溫控儀表。 溫控儀將測得的溫度與設定的加熱溫度進行比較,輸出模擬信號送到中頻主控板,主控板根據信號的高低自動調整晶閘管的觸發角,使電源的輸出功率隨模擬信號的高低而調整,達到溫度閉環控制的目的。 當銅管的進給速度調整時,溫度計檢測銅管的溫度變化,根據檢測溫度與設定溫度的比較,輸出相應的電流信號
對於中頻控制板,中頻電源的輸出功率會相應的調整到需要的功率,達到溫度閉環控制的目的。

CT系列Optris銅測量專用溫度計
3、外控台中頻開關設計有手動和自動操作旋鈕。 選擇自動模式時,設備採用溫度閉環控制系統,設備功率根據設定的熔解溫度自動調節輸出功率。 中頻電源控制板設計有溫度閉環控制接口。 溫度控制儀表選用Shimadden SR3帶PID調節儀表,遠紅外光纖溫度計選用德國Optris CT系列專用溫度計,溫度385-1600℃。 首先在溫控儀或PLC觸摸屏上設置熔化溫度。 中頻電源啟動後,溫度計實時測量坩堝溫度並反饋給溫控儀表。 溫控儀將測得的溫度與設定的加熱溫度進行比較,然後輸出模擬信號給中頻主控板,主控板根據信號的高低自動調整晶閘管的觸發角,使輸出功率電源的大小可以根據模擬信號的電平進行調整。 當用戶選擇手動操作模式時,設備以最大輸出功率熔化。
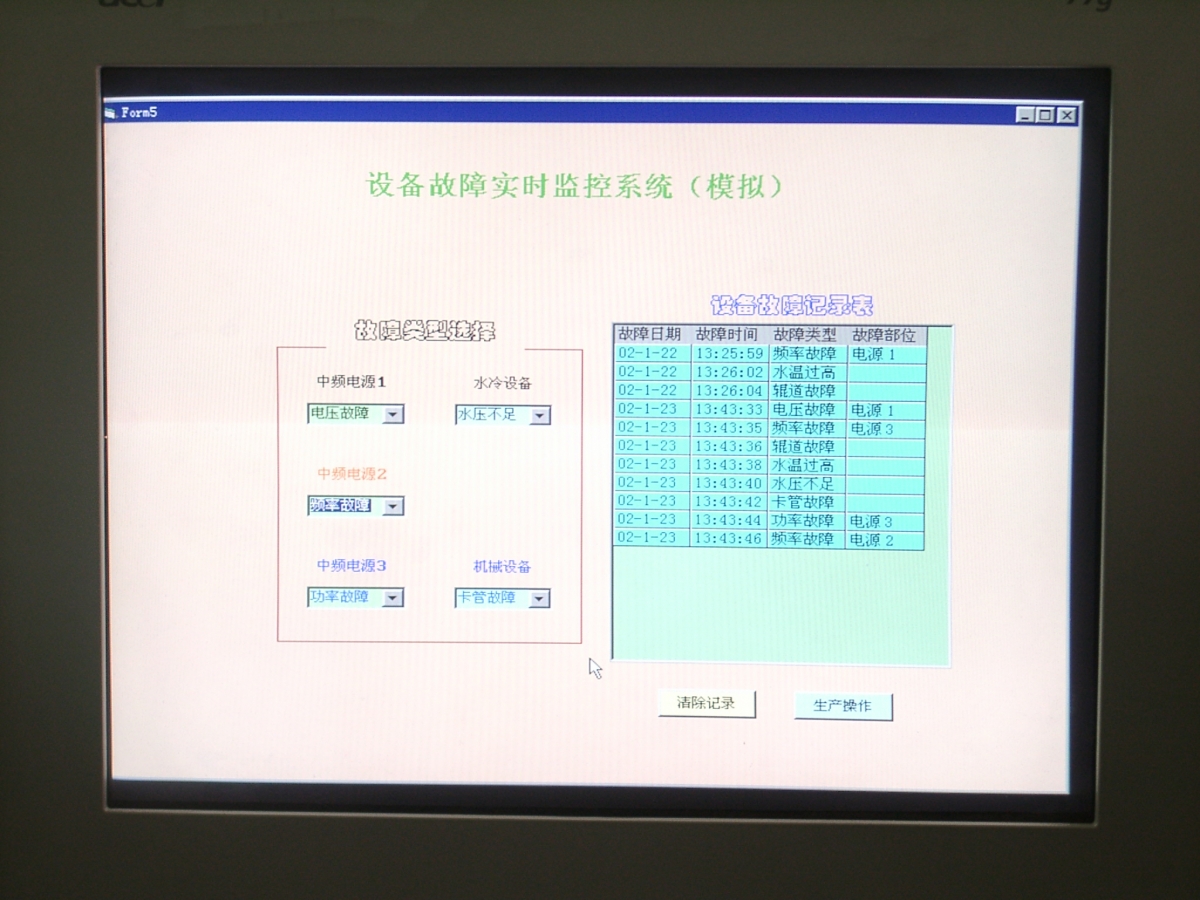
4、觸摸屏除顯示設備運行狀態外,還可監控設備故障,提供維修提示等信息。 操作指南附有設備操作規程、常見故障現象及處理方法。
中頻電源PLC設備運行狀態監控系統可具有以下功能:
1)完善的熔控管理功能、故障自動診斷、內襯自動燒結等功能。 2) 2) 完善的熔煉過程控制功能和完善的監控、報警和故障自診斷功能。 3) 3) 完善的聲光報警系統,會在以下情況下報警:
變頻櫃打開;
電容器損壞;
電源各迴路冷卻水溫度過高;
動力冷卻水壓過低;
爐膛冷卻水溫度過高;
爐膛冷卻水壓力過低;
爐選/隔離開關錯誤;
變頻電源的整流部分無直流輸出;
接地/漏電爐檢測報警。
控制櫃及配電安裝佈線技術:
主開關:進線六線八線製,即六相電源、一相地線、一相零線用接線片固定。 開關規格容量小於子開關和設備的負載。 主開關遠離DC24V電源。 主電路採用AC380V或AC220V,控制電路採用DC24V。
地線排和零線排分別有標記和固定,控制櫃門上設計有交叉接地線。
每個子開關的控制方向都標在控制櫃門上。
控制櫃設計有通風裝置(軸流風機與進風格柵形成對流),換氣口裝有防塵過濾器。
控制櫃內的照明裝置完好,以保證門開啟,或安裝開關控制照明。
所有線路路由規範均納入集群,線路號標明。 線號不褪色,符合圖紙。 選擇合適的線徑,紅外測溫儀檢查線路是否過熱或過載。
外露開關接線和銅排安裝絕緣保護板和防鼠板。
在控制櫃前鋪設符合絕緣等級、尺寸等安全要求的橡膠墊。
電機控制方式:空氣開關+接觸器+熱繼電器或電機保護開關+控制系統接觸器。
固定方式:電氣元件用35mm標準導軌固定在控制櫃上。
接線方法:用端子固定並標出線號;
PLC部分:PLC電源有相應的保護設施; PLC安裝牢固,通風良好; 輸入和輸出由兩行區分; 備份的 I/O 點數超過 5 個。
變頻器部分:容量比電機額定功率高一級; 進線有合理的保護系統;
櫃內採用多芯軟線走線槽; 220V和DC24V線色分開; 線槽內有空置空間; 配電線路的出線口有橡膠保護; 線的末端有一個標準的線號。
接線端子部分:端子安裝在控制櫃下端,380V和DC24V分開安裝; 配電櫃通過航空插頭或接線端子與外圍設備連接。
外線槽標準、安全、耐踩壓、不變形。
生產線在地溝內的電纜線槽內,水路、氣路分佈合理。
設備輸入輸出部分的連接線編號標記清晰、耐用、現場易於查找; 不會因更換零件而丟失;