
- 19
- Aug
Induksion eritish pechining PLC ish holatini kuzatish tizimining printsiplari
PLC operatsion holatini monitoring qilish tizimining printsiplari İndüksiyon eritish punkti
Induksion eritish pechining PLC ish holatini monitoring qilish tizimi 10 dyuymli displey ekrani bilan birlashtirilib, boshqariladigan va sozlanishi, avtomatik displey va avtomatik xotira kabi funktsiyalarga ega.
1. Induksion eritish pechining PLC tashqi boshqaruv konsoli shahar voltmetri, shahar ampermetri, oraliq chastotali voltmetr, oraliq chastota o’lchagich, oraliq chastotali quvvat o’lchagich, haroratni ko’rsatish moslamasi va boshqalar bilan jihozlangan. Barcha uskuna parametrlari intuitiv ravishda ko’rsatilishi mumkin. Siemens 10 dyuymli sensorli displey pechni yoki eritish jarayonini osongina sozlashi mumkin va erish harorati va uskunaning quvvatini va boshqa parametr egri chiziqlarini real vaqtda ko’rsatishi mumkin. Konsol boshqaruv quvvat tugmasi, oraliq chastotali qo’lda va avtomatik kalit, favqulodda to’xtatish tugmasi, quvvat indikatori chirog’i, oraliq chastota indikatori chirog’i va nosozlik indikatori ogohlantirish chirog’i bilan yaratilgan.
2. Oraliq chastotali quvvat manbai boshqaruv platasi haroratni yopiq pastadirli boshqaruv interfeysi bilan yaratilgan. Haroratni nazorat qilish moslamasi PID sozlash moslamasi bilan Japan Island Electric SR3 dan tanlangan. Uzoq infraqizil optik tolali termometr Germaniyaning Optris CT seriyali mis maxsus termometridan tanlanadi, harorat -40 -900°C. Birinchidan, haroratni nazorat qilish asbobida yoki PLC sensorli ekranida isitish harorati va tavlanish tezligini o’rnating. Quvvat yoqilgandan so’ng, termometr real vaqtda isitish haroratini o’lchaydi va uni haroratni nazorat qilish moslamasiga qaytaradi. Haroratni nazorat qilish moslamasi o’lchangan haroratni o’rnatilgan isitish harorati bilan taqqoslaydi va simulyatsiyani chiqaradi Signal oraliq chastotali asosiy boshqaruv platasiga yuboriladi va asosiy boshqaruv paneli signal darajasiga ko’ra tiristorning tetik burchagini avtomatik ravishda sozlaydi, Shunday qilib, quvvat manbaining chiqish quvvati analog signal darajasi bilan sozlanadi, haroratni yopiq pastadir nazorat qilish maqsadiga erishiladi. Mis trubaning oziqlanish tezligi sozlanganda, termometr mis trubaning harorat o’zgarishini aniqlaydi va aniqlangan harorat va belgilangan harorat o’rtasidagi taqqoslashga muvofiq mos keladigan oqim signalini chiqaradi.
O’rta chastotali boshqaruv paneli uchun oraliq chastotali quvvat manbaining chiqish quvvati haroratni yopiq pastadir nazorati maqsadiga erishish uchun mos ravishda kerakli quvvatga moslashtiriladi.

CT seriyali Optris misni o’lchash uchun maxsus termometr
3. Tashqi boshqaruv konsolining oraliq chastotali kaliti qo’lda va avtomatik boshqaruv tugmalari bilan yaratilgan. Avtomatik rejim tanlanganda, uskuna haroratni yopiq pastadir nazorat qilish tizimini qabul qiladi va uskunaning quvvati o’rnatilgan erish haroratiga muvofiq chiqish quvvatini avtomatik ravishda sozlaydi. Oraliq chastotali quvvat manbai boshqaruv platasi haroratning yopiq pastadirli boshqaruv interfeysi bilan yaratilgan. Haroratni nazorat qilish moslamasi PID sozlash moslamasi bilan Shimadden SR3 ni tanlaydi va uzoq infraqizil optik tolali termometr nemis Optris CT seriyali maxsus termometrni tanlaydi va harorat 385-1600 ℃. Avval haroratni nazorat qilish moslamasida yoki PLC sensorli ekranida erish haroratini o’rnating. Oraliq chastotali quvvat manbai ishga tushirilgandan so’ng, termometr real vaqtda tigel haroratini o’lchaydi va uni haroratni nazorat qilish moslamasiga qaytaradi. Haroratni nazorat qilish moslamasi o’lchangan haroratni o’rnatilgan isitish harorati bilan taqqoslaydi va keyin IF asosiy boshqaruv platasiga analog signal chiqaradi, asosiy boshqaruv paneli signal darajasiga ko’ra tiristorning tetik burchagini avtomatik ravishda sozlaydi, shuning uchun chiqish quvvati quvvat manbai analog signal darajasi bilan sozlanishi mumkin. Foydalanuvchi qo’lda ishlash rejimini tanlaganida, qurilma maksimal chiqish quvvatida eriydi.
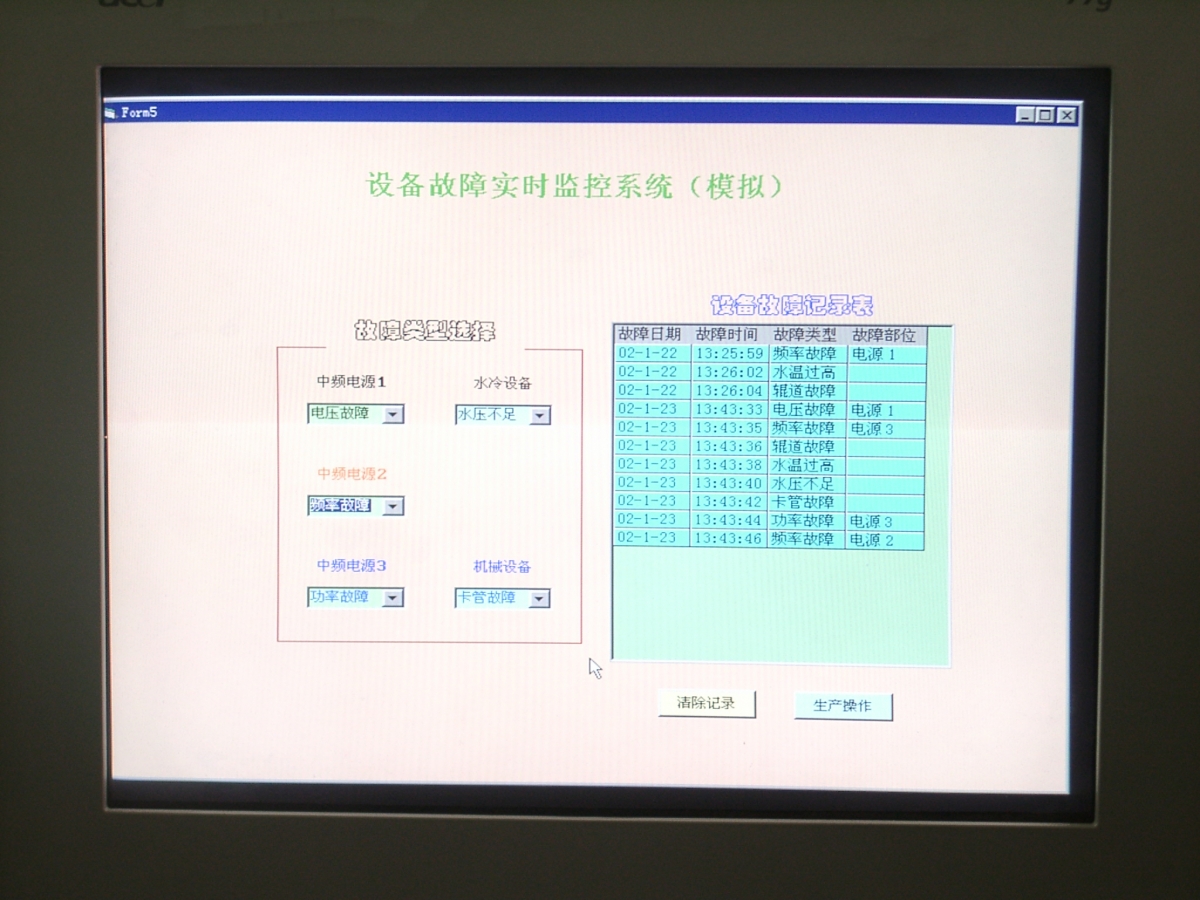
4. Uskunaning ish holatini ko’rsatishdan tashqari, sensorli ekran uskunaning nosozliklarini ham kuzatishi va parvarishlash bo’yicha maslahatlar va boshqa ma’lumotlarni taqdim etishi mumkin. Foydalanish bo’yicha qo’llanma uskunani ishlatish tartib-qoidalari, umumiy nosozliklar va davolash usullari bilan birga keladi.
IF quvvat manbai PLC uskunasining ish holatini kuzatish tizimi quyidagi funktsiyalarga ega bo’lishi mumkin:
1) To’liq erishni boshqarishni boshqarish funktsiyalari, avtomatik xato diagnostikasi, avtomatik astar sinterlash va boshqa funktsiyalar. 2) 2) Erish jarayonini mukammal boshqarish funktsiyasi va mukammal monitoring, signal va nosozlikni o’z-o’zini tashxislash funktsiyasi. 3) 3) Quyidagi shartlarni ogohlantiruvchi to’liq ovozli va yorug’lik signalizatsiya tizimi:
Chastotani o’zgartirish kabinasi ochiladi;
Kondensator shikastlangan;
Elektr ta’minotining har bir pallasida sovutish suvi harorati juda yuqori;
Quvvat sovutish suvi bosimi juda past;
Olovli sovutish suvining harorati juda yuqori;
Olovli sovutish suvining bosimi juda past;
Pechni tanlash/izolyatsiya tugmasi noto’g’ri;
O’zgaruvchan chastotali quvvat manbaining rektifikator qismida doimiy oqim yo’q;
Topraklama / oqayotgan pechni aniqlash signali.
Boshqaruv shkafi va quvvat taqsimotini o’rnatish va simlarni ulash texnologiyasi:
Asosiy kalit: kiruvchi oltita simli sakkiz simli tizim, ya’ni olti fazali elektr ta’minoti, bir fazali tuproqli sim va bir fazali neytral sim simli ushlagichlar bilan o’rnatiladi. Kalitning spetsifikatsiyasi quvvati pastki kalit va uskunaning yukidan kamroq. Asosiy kalit DC24V quvvat manbaidan uzoqda. Asosiy sxema AC380V yoki AC220V dan, boshqaruv pallasida esa DC24V dan foydalaniladi.
Tuproq chizig’i paneli va nol chiziq chizig’i mos ravishda belgilanadi va o’rnatiladi va boshqaruv kabinasi eshigida o’zaro faoliyat topraklama simi ishlab chiqilgan.
Har bir pastki kalitning boshqaruv yo’nalishi boshqaruv kabinasi eshigida belgilangan.
Boshqaruv shkafi ventilyatsiya moslamasi (eksenel oqim foniy va havo kirish panjarasi konveksiya hosil qiladi) bilan jihozlangan va havo almashinuvi porti chang filtri bilan jihozlangan.
Eshikning yoqilganligini yoki yoritishni boshqarish uchun kalit o’rnatilganligini ta’minlash uchun boshqaruv kabinetidagi yoritish moslamasi buzilmagan.
Barcha liniyalarni marshrutlash spetsifikatsiyalari trankingga kiritilgan va chiziq raqami aniq belgilangan. Tel raqami o’chmaydi va chizilgan rasmga mos keladi. Tel diametri mos ravishda tanlanadi va infraqizil termometr chiziqlarning haddan tashqari qizishi yoki ortiqcha yuklanishi yo’qligini tekshiradi.
Ochiq o’tkazgich simlari va mis panjaralar uchun izolyatsiyalovchi himoya plitalari va kalamushlarga chidamli taxtalarni o’rnating.
Boshqaruv shkafi oldida, izolyatsiya darajasi va o’lchami kabi xavfsizlik talablariga javob beradigan kauchuk yostiqchalarni yotqiz.
Dvigatelni boshqarish rejimi uchun: havo kaliti + kontaktor + termal o’rni yoki vosita himoyasi kaliti + boshqaruv tizimi uchun kontaktor.
O’rnatish usuli: Elektr komponentlari boshqaruv kabinasiga 35 mm standart hidoyat relslari bilan o’rnatiladi.
Simlarni ulash usuli: terminal bilan mahkamlang va sim raqamini belgilang;
PLC qismi: PLC quvvat manbai tegishli himoya vositalariga ega; PLC mustahkam o’rnatilgan va yaxshi ventilyatsiya qilingan; kirish va chiqish ikkita chiziq bilan ajralib turadi; zaxiralash uchun 5 dan ortiq I/U nuqtalari mavjud.
Inverter qismi: quvvati dvigatelning nominal quvvatidan bir daraja yuqori; kiruvchi chiziq oqilona himoya tizimiga ega;
Shkafda ko’p yadroli moslashuvchan simli o’tkazgichdan foydalaning; 220V va DC24V sim ranglari ajratilgan; simlar chuqurlikda bo’sh joyga ega; elektr tarqatish liniyasining chiqishi kauchuk bilan himoyalangan; simning uchida standart sim raqami mavjud.
Simli terminal qismi: terminal boshqaruv kabinasining pastki uchiga o’rnatiladi, 380V va DC24V alohida o’rnatiladi; quvvat taqsimlash shkafi aviatsion vilkalar yoki simli terminallar bilan periferik uskunaga ulangan.
Tashqi magistral standart, xavfsiz, qadam bosimiga chidamli va deformatsiyalanmaydi.
Ishlab chiqarish liniyasi xandaqdagi simi va simli chuqurlikda bo’lib, suv va havo yo’llari bilan oqilona taqsimlanadi.
Uskunaning kirish va chiqish qismlarining ulanish liniyasi raqami belgilari aniq, bardoshli va saytda topish oson; qismlarni almashtirish tufayli ular yo’qolmaydi;